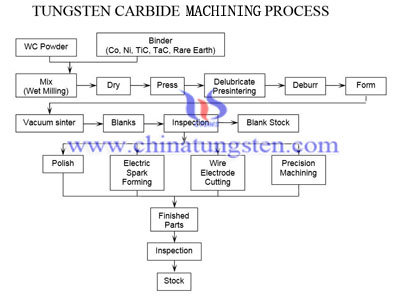
Tungsten carbide machining begins with the composition of a specific tungsten carbide powder mixture - tailored for the application. The tungsten carbide powder is compacted into a form.
In a high-temperature sintering furnace, the tungsten carbide structure of the blank is shaped at precise temperatures for strictly defined periods. During this heat treatment, the tungsten carbide blank undergoes shrinkage of some 50% in volume. The tungsten carbide component gains its final finish by additional grinding, lapping and/or polishing processes.
 |
Tungsten carbide is hard and brittle with low thermal conductivity and low thermal expansion. The high resistant to abrasive wear and high melting point are the main reason for the selection of these materials for large number of applications such as machining tool and die material. The hardness of WC+Co primarily depends on the average grain size and cobalt content. The difficulty when machining cemented tungsten carbide comes from the thermal stress. The micro cracks enlarge, which leads to macro crack and fragmentation. This can be referred to the low thermal expansion, thermal conductivity and brittleness, which create a high thermal stress. Generally, cooling and removal of the cracked particles are difficult. In order to develop the optimal machining process for the desirable machining response, L9 Taguchi Orthogonal Array (OA) were used. This orthogonal array is used for optimization of the following variables; Peak-Current (IP), pulse ON-Time (ON), pulse OFF-Time (OFF) and Gap-Voltage (GAP).
Tungsten carbide (WC) is an extremely hard and difficult-to-cut material used extensively in manufacturing because of its superior wear and corrosion resistance. Besides diamond-charged grinding wheels, micro-EDM is an effective method of machining this extremely hard and brittle material. Since micro-EDM is more generally an electro-thermal process, the supplied energy from a pulse generator is an important factor determining the performance of the micro-EDM process. This study investigates the influence of major operating parameters on the performance of micro-EDM of WC with focus in obtaining quality micro-holes in both transistor and RC-type generators. Experimental investigations were conducted with view of obtaining high-quality micro-holes in WC with small spark gap, better dimensional accuracy, good surface finish and circularity. In micro-EDM, the fabrication of micro-parts requires minimization of the pulse energy supplied into the gap which can be fulfilled using the RC-generator. It was observed that the RC-generator can produce better quality micro-holes in WC, with rim free of burr-like recast layer, good dimensional accuracy and fine circularity. Moreover, the smaller debris formed due to low discharge energy in RC-type micro-EDM can be easily flushed away from the machined area resulting in surface free of burr and resolidified molten metal. Therefore, RC-type micro-EDM could be more suitable for fabricating micro-structures in WC, where accuracy and surface finish are of prime importance.
More Info>>
1.Tungsten Carbide
2.Tungsten carbide Bar
3.Tungsten carbide Rod
4.Tungsten Carbide Nozzle
5.Tungsten Carbide Button
6.Tungsten Carbide Inserts
CHINATUNGSTEN ONLINE is able to manufacture and supply tungsten carbide saw blade in different specifications. If you have interest in tungsten carbide saw blade, please do not hesitate to e-mail us by : sales@chinatungsten.com
Tungsten Information[Tungsten Information ][Tungsten Catalogs][Tungsten Dictionary]
[Tungsten News][Tungsten Videoes Bank][Tungsten Pictures' Bank][Tungsten Directory]
Chinatungsten Group[ChinaTungsten] [Tungsten Alloy Manufacturer] [Tungsten News] [Paper Weight] [Tungsten Copper] [Tungsten] [Molybdenum Products] [Tungsten Alloy]
[Tungsten Carbide Jewellery] [Tungsten Dart] [Dart Shop] [Tungsten Fishing Sinker] [Tungsten Powder] [Tungsten Metal] [Metals Price]
Address: 3F, No.25 WH Rd., Xiamen Software Park Ⅱ, FJ 361008,China
Phone:+86-592-5129696,+86-592-5129595; Email:sales@chinatungsten.com
Certified by MIIT:闽B2-20090025 闽ICP备05002525号-1
Copyright©1997 -
ChinaTungsten Online All Rights Reserved