深穴ドリル削ウェイ
標準のツイストドリルを使用する場合、深穴ツイストドリル専門、一般すなわちドリル加工において、分類フィードを使用する処理方法をドリル、一定時間または一定の深さを加工するドリルチップを排除するために、ワークを終了し、冷却しますツールは、再供給または処理が完了するまで後退させます。小径の穴を加工するのに適した、この処理方法が、比較的低い生産性と加工精度。
フィードグレードの手動制御に加えて、自動サイクルの制御が行われ、次のメソッドを使用しました。
時間制御掘削プロセスは、一定の間隔で復帰、この制御方法は、通常、時間のリレーや油圧タイマーで、比較的簡単です。
ストローク制御穿孔プロセス、各掘削深さがひかるド深穴切削をr iをパワーヘッドやパワースライドベンチのために固定され、所定の深さに戻ります。
負荷(トルクや軸力ドリル)は、各掘削深さに戻り、自動的に、すぐに、所定の値を超えた掘削、中負荷制御は、固定されたが、より小さい直径を掘削するための負荷変動に応じて異なるされていません深い穴。負荷トルク制御の性質に応じて固定され、固定された軸方向の力制御、定トルクと軸力ハイブリッド制御する3つの形態に分けることができます。
ときに深い穴里ヒカルドヘッド、およびタタリイPUの様々なを使用したときのマシンに送り処理深い穴を達成するために、適切なロッド、アクチュエータ、誘導システム、流体入力を切断などを装備し、BTAがあると二つの形態におけるチップの外に、彼らの生産性、加工真直度及び表面粗さは、ツイストドリルフィードを使用して、階層的な処理方法の使用よりも優れています。
里ヒカルド深穴切削考慮事項:
1、同心度の誤差スピンドル、ツールガイドスリーブ、アーバおよびその他のサポートスリーブ中心線、0.02ミリメートルよりも一般的によりません。
図2は、切削液システムが流れ、圧力および流量が定格値に達するべきです。
図3は、中央の穴で終わるべきではないワーク表面を加工、端面が傾斜にドリルスキュー回避することはできません。必要に応じて、ガイド穴。
4、掘削チップが正常でなければなりません。異常が速やかに撤回すべきである場合は、チェックを停止。
図5は、プロセス内の駐車場を避けるべきです。あなたが停止しなければならない場合、彼らはその後、ツールはいくつかの距離を後退させ、給電を停止穴にかまツールを防止するためのポンプを停止する必要があります。
6、高速ドリル、前面から穿孔場合、損傷を防ぐために、供給速度(供給速度は、元の1/2に低減される)、ドリルビットを下げ、工作物を損傷します。
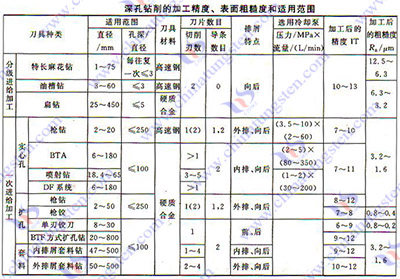
里ヒカルドカット深穴加工精度、表面粗さと範囲
あなたは、ウェルカムレターご質問やお問い合わせがある場合はアモイタングステンオンライン技術有限公司は、高品質の超硬製品の生産に取り組んできましたsales@chinatungsten.com, sales@xiamentungsten.com, またはお電話:05925129696